
La mayoría de las organizaciones solo resuelven una fracción de sus problemas reales — y los líderes ni siquiera lo saben. Aquí está el sistema de gestión que les falta.
Texto: Josh Howell
Aquí va un pensamiento incómodo: la mayoría de las organizaciones están abordando solo una fracción de los problemas que realmente tienen. Por problema, simplemente me refiero a una brecha entre lo que está ocurriendo y lo que debería estar ocurriendo. Y peor aún, los líderes de esas organizaciones ni siquiera lo saben.
No digo que estén ignorando problemas. La mayoría de la gente hace lo que puede para solucionar problemas conocidos. Hablo de algo más fundamental. Sus sistemas para detectar, aflorar y responder a problemas están muy poco desarrollados. Problemas que deberían detectarse en minutos, si no segundos, persisten durante horas, días, semanas o más. Los patrones que deberían desencadenar el análisis de causas raíz pasan desapercibidos. Cuestiones más profundas que requieren nuevos procesos y capacidades —una cuestión de estrategia— se pudren durante trimestres, años o hasta que es demasiado tarde y el negocio se pierde.
Creo que la respuesta está en entender qué produce realmente un sistema de gestión — y cómo se relaciona con otros sistemas a los que sirve. Para este artículo, me centraré en el sistema de producción. Me gustaría compartir contigo mi reflexión actual sobre formas útiles de entender estos dos sistemas.
Un sistema de producción es la forma en que una organización fabrica y entrega sus productos y servicios. Incluye el flujo de material e información, los estándares y métodos que definen la obra, y los medios de interacción cuando hay varias personas (y ahora agentes) involucradas. El Sistema de Producción Toyota (TPS) es el ejemplo más estudiado, lo que implica que es el más eficaz. Desde luego que lo creo.
Un sistema de gestión incluye cómo una organización supervisa el rendimiento respecto a estándares y objetivos, entiende cuándo las cosas se descontrolan, moviliza a las personas para responder y facilita las acciones que se desarrollan. Incluye cosas como dispositivos de detección y señales, paneles visuales y otras fuentes clave de información, vías de difusión y escalada, reuniones y revisiones y, por supuesto, los medios de respuesta.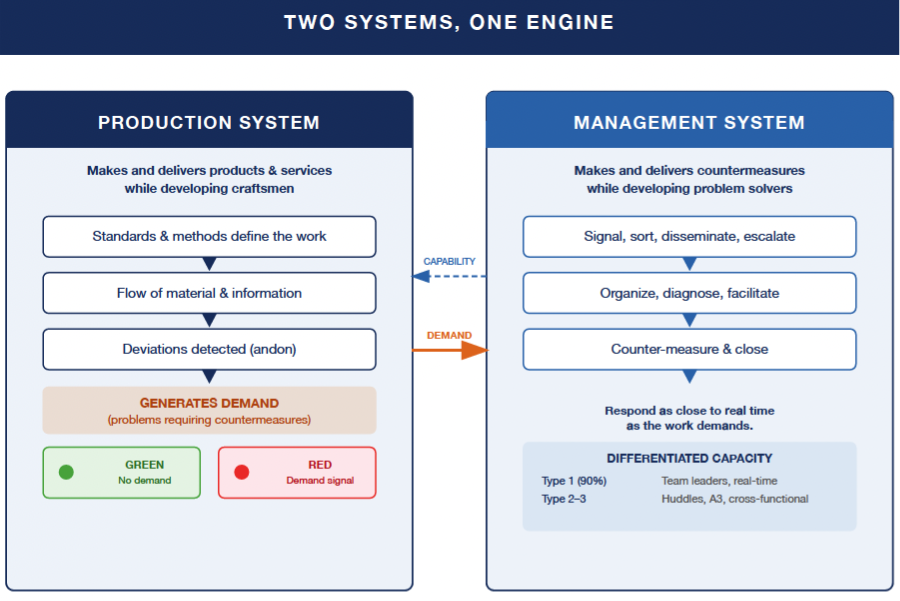
Haz clic en la imagen para ver ejemplos en diferentes sectores.
En conjunto, un sistema de producción y gestión al estilo Toyota integra todos estos elementos para los ciclos continuos de PDCA. Aunque la mayoría de la gente está familiarizada con este concepto, la familiaridad no es lo mismo que la experiencia vivida. La gran mayoría de nosotros no hemos trabajado en versiones efectivas, y mucho menos integradas, de sistemas lean para producción y gestión.
Durante casi 30 años, LEI ha estado experimentando con formas de comprender y explicar cómo funcionan estos sistemas, tanto de forma individual como conjunta. Más recientemente, mi colega Mark Reich ofreció un marco de sistemas de gestión en su destacado libro, Managing on Purpose, extraído de sus 23 años de experiencia en Toyota, así como de su trabajo con decenas de organizaciones en nombre de LEI. A continuación, intento de describir la relación entre los sistemas de producción y gestión de forma más clara y útil.
Considera esto en paralelo. TPS es un sistema para fabricar y entregar productos y servicios que simultáneamente desarrolla a los artesanos mediante la mejora continua de su trabajo. ¿Y si un sistema de gestión lean se ve simplemente como un sistema para tomar y ejecutar contramedidas ante anomalías y retrasos — cualquier cosa que interrumpa el flujo — que simultáneamente desarrolla solucionadores de problemas mediante la resolución continua de problemas?
Si ese encuadre se mantiene, abre algunas preguntas interesantes sobre el diseño.
Empieza por la demanda. En TPS, la demanda proviene de los clientes. Es lo que piden; En qué estado (precio y calidad), a qué precio. Esa velocidad, llamada takt time, se convierte en el latido del sistema. En la cima de la ejecución de TPS, todo lo que se mueve o se crea está sincronizado con él. Permite un flujo continuo. Luego, cuando algo interrumpe ese flujo — una desviación del estándar — la capacidad del sistema para detectar problemas se activa con una señal: un andon. En este sentido, el sistema está diseñado para detectar problemas. Mucho. En una fábrica de Toyota, se detectan cientos, si no miles, de problemas cada día.
Ahora aplica ese pensamiento a un sistema de gestión lean. ¿Quién es el cliente y cuál es su demanda? Al menos un cliente es el sistema de producción, y lo que pide son contramedidas a sus múltiples problemas. No en abstracto, sino anomalías específicas en los estándares de seguridad y calidad, así como retrasos en las expectativas de tiempo. La vasta y detallada precisión de un sistema de producción o operativo lean los hace fáciles de detectar, lo que me devuelve al sistema de gestión. Sus mecanismos para monitorizar el rendimiento conectan ambos sistemas.
Cuando los mecanismos muestran "verde", indicando la ausencia de anomalías y retrasos, el sistema de gestión está funcionando pero no está produciendo. Se podría decir que no hay demanda. Sin embargo, cuando las cosas se ponen "rojas", el trabajo generador de valor del sistema de gestión se activa: señalización, clasificación, difusión, quizás escalamiento, organización, diagnóstico, facilitación, contramedida.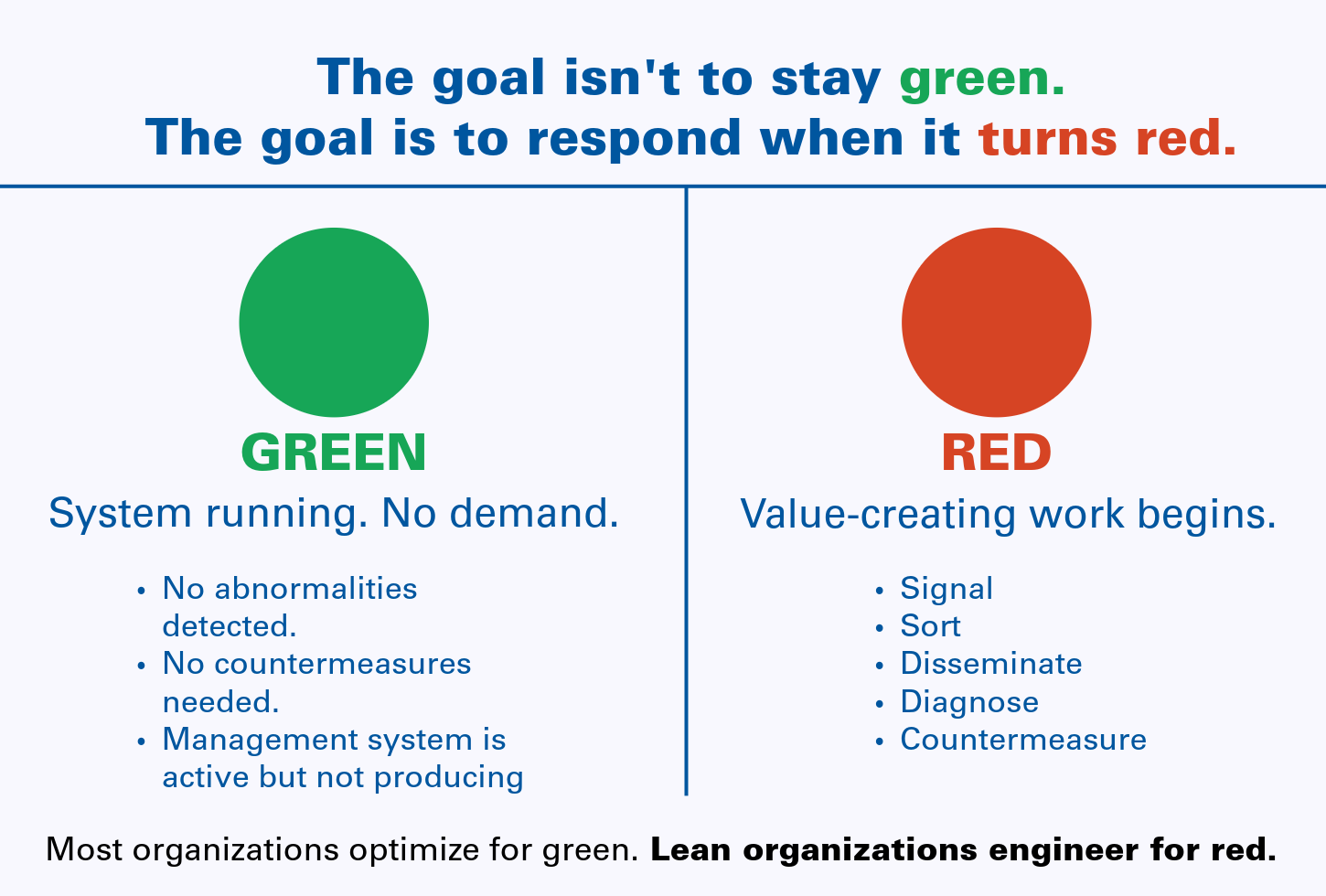
Aquí es donde la capacidad de cada sistema, así como su relación, se vuelve fundamental. Cuanto más desarrollado sea tu sistema de producción — cuanto más rigurosamente establece los estándares y más sensiblemente detecta desviaciones — mayor será la demanda que genera para tu sistema de gestión. Un sistema de producción bien ajustado está constantemente surgiendo problemas. Es frágil por diseño. Y eso es una característica, no un fallo. Pero solo si tienes un sistema de gestión con capacidad para responder.
"Un sistema de producción bien ajustado está constantemente surgiendo problemas. Es frágil por diseño. Y eso es una característica, no un fallo."
El marco de los Cuatro Tipos de Problemas de Art Smalley es útil aquí. Los problemas de tipo 1 (solucionar desviaciones respecto a la norma) son numerosos y deben ser gestionados por las personas más cercanas al trabajo. Art ha dicho, quizá de forma provocadora, que el 90% de todos los problemas son de tipo 1. Esto explica por qué Toyota tiene un líder de equipo por cada cuatro o seis miembros. La empresa ha aprendido que esta proporción proporciona suficiente capacidad dada la demanda. Proporciones más altas implicarían aceptar lesiones, defectos y entregas tardías. Pero Toyota persigue la perfección.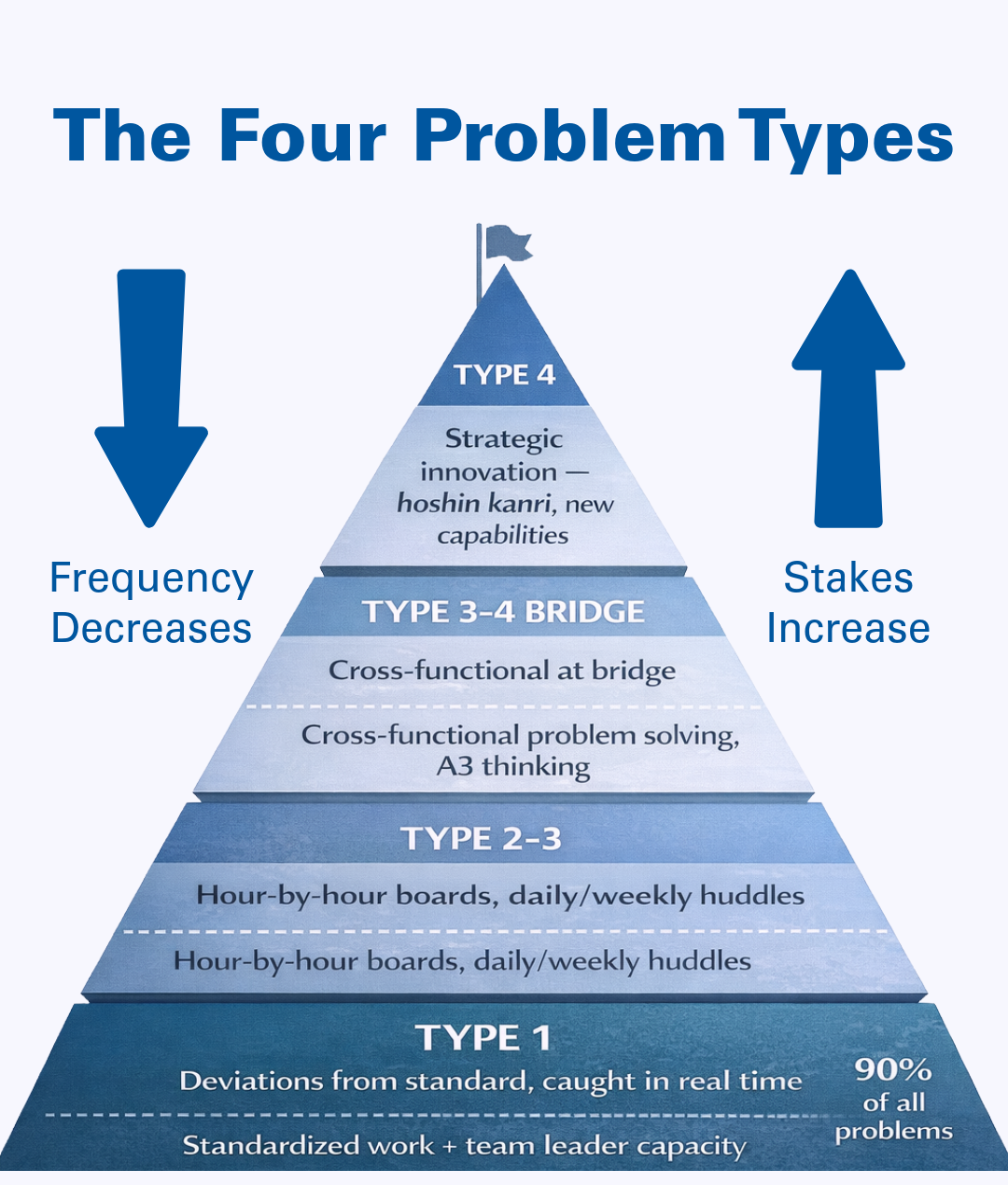
En el otro extremo, los problemas de Tipo 4 que requieren innovación genuina en forma de nuevos productos, procesos y capacidades son mucho menos numerosos pero tienen mucho más en juego, exigiendo órdenes superiores de liderazgo y colaboración en investigación, diseño, experimentación e ingeniería. Piensa en Hoshin Kanri y en el desarrollo de productos y procesos lean.
Cabe señalar que la lógica de la demanda que he descrito se aplica de forma más natural al Tipo 1 y al Tipo 2 (brecha respecto al estándar), y posiblemente al Tipo 3 (condición objetivo), donde el sistema de producción presenta problemas y el sistema de gestión responde. El tipo 4 opera con una lógica diferente. La mejor obra de Tipo 4, crear algo que aún no existe, no se desencadena por una desviación del estándar. Se desencadena por la visión y la intención estratégica con una mentalidad a largo plazo. Piensa en el Prius: Toyota no detectó una brecha en la demanda de los clientes para los trenes motrizes híbridos. Imaginaron un futuro y construyeron hacia él. Un sistema de gestión completo necesita capacidad para ambos: responder a lo que revela y perseguir lo que aún no puede ver.
"Un sistema de producción bien ajustado está constantemente surgiendo problemas. Es frágil por diseño. Y eso es una característica, no un fallo."
Si esta perspectiva te provoca algo, quiero escucharlo. Quizá discrepes vehementemente, o con salvedades, o tengas marcos alternativos para entender los sistemas de gestión. Las mejores ideas en lean siempre han surgido de la colisión entre teoría y práctica. Sigamos chocándonos.
Escrito por:

Josh Howell
Joshua Howell es presidente y líder ejecutivo del Lean Enterprise Institute (LEI)